Table of Contents
Choosing a lead-free PCB assembly partner for RoHS projects is less about finding the lowest quote and more about trusting someone with your compliance, your product reliability, and your brand reputation.
RoHS and lead-free requirements now touch everything from solder alloy and laminate choice to documentation, traceability, and how your EMS provider manages their own supply chain.
For most OEMs, the legal responsibility for RoHS compliance ultimately sits with you, even if a contract manufacturer builds the boards, so the wrong partner can expose you to recalls, shipment holds, or regulatory fines.
At the same time, a strong lead-free, RoHS-capable partner can simplify your life by standardizing on compliant materials, maintaining complete documentation, and flagging risks early in the design and sourcing process.
This article is written for engineers, hardware leads, and sourcing teams who already accept that their products must be RoHS-compliant and now need a practical way to evaluate PCB assembly vendors.
Instead of staying at the level of generic “quality first” slogans, we will break the choice down into concrete criteria—process capability, materials and supply-chain controls, documentation, and long-term support—plus specific questions you can ask potential partners.
Why Your Lead-Free PCB Assembly Partner Matters for RoHS
RoHS Projects Are More Than Just Lead-Free Solder
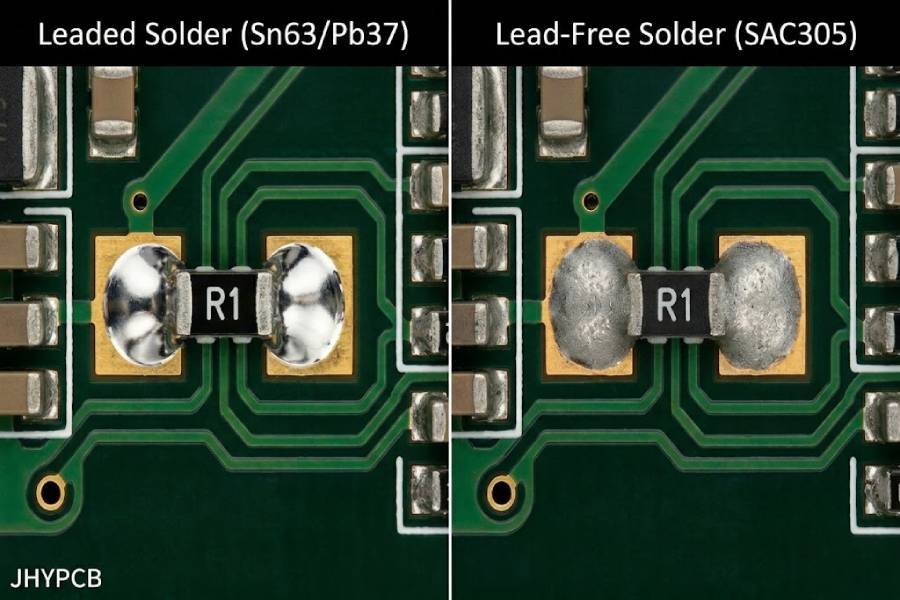
When a project is labeled “RoHS” or “lead-free,” it is tempting to think the main change is simply swapping SnPb for a lead-free solder alloy.
In reality, RoHS compliance touches laminates, platings, coatings, components, labeling, and repair processes across the entire product lifecycle, and a misstep in any of these areas can cause a non‑compliance incident.
Regulators and enforcement agencies look at the finished product, not just the solder joints, so mechanical parts, cables, coatings, and labels can all become problem sources if your manufacturing partner does not manage them properly.
Because many of these items are sourced, processed, and assembled by your EMS provider, their internal procedures and supply-chain controls are effectively part of your RoHS strategy.
Shared Responsibility Between OEMs and EMS Providers
Legally, RoHS puts ultimate responsibility for compliance on the “producer,” which is typically the OEM or brand that places the product on the market.
Certificates of compliance and supplier declarations can support your due diligence, but they do not transfer that legal responsibility away from you.
At the same time, your ability to comply in practice depends heavily on how capable and disciplined your PCB assembly partner is in running lead-free processes and managing RoHS materials.
An EMS that treats RoHS as a built‑in part of its process—verifying suppliers, segregating leaded and lead-free lines, maintaining documentation, and supporting audits—reduces your risk of recalls, shipment blocks, and damage to your brand.
For that reason, choosing a lead-free, RoHS-capable PCB assembly partner is not just a sourcing decision; it is a core part of your compliance and sustainability strategy.
Clarify Technical and Compliance Requirements Before You Shortlist
Before you send out RFQs or start comparing quotes, it is worth spending a bit of time clarifying what you actually need from a lead-free, RoHS-capable assembly partner.
This section helps you turn that fuzzy idea of “RoHS, lead-free, good quality” into a short, concrete requirement brief you can share with potential EMS providers.
Define Product, Volume, and Reliability Targets
The right partner for a high-mix, low-volume industrial controller is rarely the same as the right partner for a high-volume consumer device, even if both are RoHS and lead-free.
You should at least define:
- Product type and complexity: consumer electronics, industrial control, automotive, medical, telecom, or something else, plus key complexity drivers like BGA density or mixed technology.
- Volume and ramp plan: expected annual volumes and how they might grow over the next 3–5 years, because low-volume/high-mix work suits different factories than multi-hundred-thousand‑unit runs.
- Reliability and environment targets: expected lifetime, temperature range, mechanical stress, outdoor vs. indoor use, and any safety‑critical aspects that will drive test coverage and process margin.
Putting these points in writing prevents you from shortlisting EMS vendors whose sweet spot does not match your product’s scale or risk profile, even if their lead-free marketing looks attractive.
Identify Applicable Regulations and Customer Expectations
RoHS is often just one part of the regulatory picture, and you want to understand that picture before you ask an EMS to “handle compliance.”
Think through:
- Which markets you will ship to: EU, UK, North America, or others, because that affects which RoHS version applies, how CE marking is handled, and what documentation must be available.
- Whether REACH or similar regulations matter: some customers expect SVHC disclosure, full material declarations, or third‑party lab reports alongside RoHS statements.
- Any customer- or brand-specific rules: tighter substance limits, banned materials, sustainability policies, or requirements to pass supplier ESG or quality audits.
When these expectations are explicit, you can ask potential partners directly whether their process, documentation, and experience already align, instead of discovering gaps during a late‑stage audit.
Decide on Lead-Free Process Scope (Prototype Only vs. Full Lifecycle)
Some teams treat lead-free as a “prototype‑only” step to de‑risk the design, then fully commit to lead-free materials and processes once they enter volume; others decide from day one that the entire lifecycle will be lead-free with no leaded builds at all.
The choice affects BOM strategy, inventory, validation effort, and how tightly you need your partner to segregate leaded and lead-free processes.
If your plan is to stay lead-free for the full product lifetime, favor EMS providers that treat lead-free as their default line configuration, with proven profiles and RoHS‑compliant finishes.
If you must maintain some legacy leaded products alongside new RoHS builds, then you will need a partner that can clearly demonstrate line segregation, labeling, inventory controls, and work instructions to prevent cross‑contamination between leaded and lead-free assemblies.
Evaluating Lead-Free and RoHS Process Capability
Once you know what you need, the next step is to check whether a potential EMS partner can actually run robust lead-free, RoHS-compliant processes day in and day out—not just quote them.
You want evidence in their lines, procedures, and test infrastructure that RoHS and lead-free are normal practice, not an occasional exception.
Dedicated Lead-Free SMT and THT Lines
A strong RoHS partner will be able to explain how they segregate leaded and lead-free production to avoid cross-contamination.
This usually includes dedicated lead-free solder pots, stencils, reflow profiles, and hand-soldering tools, plus clear labeling and cleaning procedures whenever equipment is switched between processes.
Ask whether their default SMT and THT lines are configured for lead-free soldering, and what alloys and finishes they use most often (for example SAC305 and common RoHS finishes like ENIG or lead-free HASL).
An EMS that regularly runs lead-free for a wide range of customers is far less likely to make basic process or contamination errors than one that primarily focuses on legacy leaded work.
Experience with Lead-Free Profiles and Mixed Technology Boards
Lead-free soldering runs hotter and has different wetting behavior than SnPb, so you want a partner that clearly understands their thermal process windows.
They should be able to discuss typical reflow temperature ranges, how they control delta‑T across complex boards, and how they adjust wave or selective solder parameters for lead-free alloys.
Mixed-technology boards—with fine‑pitch BGAs, large connectors, and maybe some through‑hole components—are often where lead-free process weaknesses show up first.
Look for references or examples where they have successfully built similar boards using lead-free processes, and ask how they handled profiling, rework, and any special fixtures required.
Inspection, Testing, and Reliability Practices
Because lead-free joints can look duller and grainier than leaded ones, visual inspection alone is not enough; the EMS needs inspection systems and criteria tuned for lead-free assemblies.
A RoHS-capable partner will typically use SPI, AOI configured to IPC‑A‑610 criteria for lead-free, and X‑ray for BGAs and other hidden joints, along with clear workmanship standards.
Beyond inspection, ask what in‑circuit test (ICT), functional test (FCT), or other electrical tests they can support, and whether they have experience with thermal cycling or other accelerated reliability tests for lead-free products.
EMS providers that tie their lead-free process control to systematic testing and data collection are far more likely to maintain consistent RoHS-quality builds than those relying mainly on manual checks.
Materials, Components, and Supply-Chain Control
A lead-free, RoHS-compliant assembly is only as compliant as the materials and components that go into it, plus the supply-chain controls that keep them consistent over time.
When you evaluate partners, you should look beyond the SMT line and into how they choose laminates, finishes, solder alloys, and how they verify every component that enters your BOM.
RoHS-Compliant Laminates, Finishes, and Solder Alloys
Lead-free soldering runs at higher temperatures, so the bare PCB needs laminates and finishes that can survive that thermal stress while still meeting RoHS substance limits.
Good partners will be able to list the RoHS-grade materials they use—such as high‑Tg FR‑4 or other high‑temperature laminates—and explain why they are appropriate for lead-free processing.
On surface finishes, you should hear a clear set of RoHS-compatible options, for example ENIG, immersion silver, immersion tin, OSP, or other lead-free finishes, along with their trade‑offs in cost, shelf life, and solderability.
For solder alloys, common choices like SAC305 and similar lead-free alloys should be standard, with process windows and reliability characteristics well understood by the EMS.
Component Sourcing and RoHS Verification
Most RoHS problems arise not from the PCB itself but from components and mechanical parts that were assumed to be compliant but were never properly verified.
A capable partner will have a structured incoming inspection and supplier qualification process covering manufacturer data, compliance declarations, date codes, and sometimes third‑party test reports for high‑risk parts.
Ask how they manage RoHS information in their BOM and ERP systems: can they track compliance flags, alternates, and last‑time‑buy notices, and can they prevent non‑RoHS parts from being kitted onto a RoHS job.
If your products use custom metalwork, cables, or fasteners, make sure the EMS includes those in its RoHS program, since many enforcement actions have traced non‑compliance back to mechanical components rather than electronic parts.
Traceability from Material Lots to Finished Assemblies
Traceability is what lets you prove compliance when a customer or regulator asks, and what lets you react quickly if a supplier issue is discovered.
A strong RoHS partner will link each assembly to specific component lots, PCB batches, and process records, usually via serial numbers or barcodes that tie into their MES or ERP system.
Look for the ability to perform both backward and forward traceability: from a finished assembly back to all its materials and process steps, and from any suspect lot forward to all affected products.
This level of control not only supports RoHS and REACH audits but also reduces the cost and disruption of any recalls or field actions, because you can target exactly the assemblies that are at risk.
Documentation, Audits, and Support for Compliance
Strong RoHS performance is not just about how the boards are built; it is also about how well your partner can prove what they did months or years later.
Good documentation and audit support turn your EMS into an extension of your own compliance system rather than a weak link.
What Documentation You Should Expect from a RoHS Partner
For RoHS projects, you should expect more than a single line on the quote saying “RoHS-compliant.”
Typical documentation from a capable partner includes:
- Declarations or certificates of RoHS conformity at the product or assembly level, referencing the applicable directive (for example, RoHS 3 / EU 2015/863).
- Supplier documents such as Certificates of Compliance (CoC), Material Declarations, or lab reports for critical components and materials.
- Process and batch records, including solder alloys used, surface finishes, lot numbers, and key process parameters for each build.
Having these items organized and retrievable makes regulatory inspections and customer questions much easier to handle.
Handling Customer and Regulatory Audits Together
At some point, key customers or notified bodies may want to audit your product and its supply chain, and your EMS partner will be part of that picture.
A good RoHS partner will have experience hosting customer audits, walking through their RoHS procedures, and presenting sample documentation without scrambling.
You should clarify whether they can support:
- On-site or remote audits focused on RoHS and REACH controls, including line tours and document reviews.
- Periodic chemical testing or third‑party certification for high‑risk parts or representative assemblies.
- Providing structured audit packs (for example, a bundle of declarations, test results, and traceability reports) on request.
This kind of cooperation reduces your audit burden and demonstrates to your own customers that RoHS is being managed systematically, not reactively.
Change Management and Long-Term Record Keeping
RoHS compliance is not a one‑time event; components go obsolete, suppliers change materials, and directives are updated over time.
Your EMS partner should therefore have a formal change management process, including notification of any part, process, or supplier change that could affect RoHS status.
Ask how long they retain compliance and production records, and whether they can still reconstruct a product’s compliance story years after it has shipped.
Partners that treat RoHS data—BOM versions, declarations, test results, and process records—as controlled configuration items are much better positioned to keep your products compliant throughout their full lifecycle.
Commercial and Partnership Considerations
Technical capability and RoHS discipline matter, but you also need a partner whose commercial model and support style fit your business.
This section focuses on how lead-free, RoHS work affects pricing, how much engineering support you can expect, and whether the EMS is a good fit for your industry and product lifecycle.
Pricing, MOQ, and Lead Times for Lead-Free Builds
Lead-free and RoHS do not have to mean “prohibitively expensive,” but they do change the cost structure.
Higher soldering temperatures, extra inspection, and stricter component sourcing can add overhead, especially if the EMS is not optimized for lead-free as their default process.
Ask potential partners how RoHS and lead-free affect:
- Unit pricing: whether there is a premium for lead-free assemblies, and what is driving it (materials, extra testing, certifications).
- Minimum order quantities (MOQ): whether they support prototypes and low-volume RoHS jobs without punitive surcharges.
- Lead times and expedite options: how standard lead times compare for RoHS vs. non‑RoHS work, and what premiums apply to rush orders.
Transparency on these points helps you distinguish between partners that treat RoHS as business‑as‑usual and those that treat it as an exception.
Engineering Support, DFM, and Prototyping Capability
For many RoHS projects, early design and DFM input from the EMS can prevent expensive rework and compliance surprises later.
You ideally want a partner whose engineers are willing to review your layouts, BOM choices, and stack‑up with an eye toward lead-free manufacturability and RoHS risks.
Clarify what they offer in terms of:
- Prototyping services: speed and flexibility on small RoHS prototype runs, and whether the same processes and lines are used as in volume.
- DFM/DFT feedback: structured reviews that consider solder joint reliability, thermal profiles, test access, and component lifecycle under RoHS constraints.
- Ongoing engineering support: help with resolving yield issues, optimizing panelization, and suggesting alternative components when something becomes constrained or non‑compliant.
An EMS that treats engineering support as part of the relationship—not just as billable change orders—can materially improve both cost and reliability for lead-free products.
Fit with Your Industry and Lifecycle Needs
Finally, you want a partner that understands the regulatory and reliability expectations in your specific market.
Requirements around documentation depth, testing, and field support for a consumer IoT device are very different from those for medical, aerospace, or industrial control products, even when all are RoHS.
When you evaluate fit, look at:
- Industry experience and certifications: for example ISO 13485 for medical, AS9100 for aerospace, or other sector‑specific standards that often come with stricter process controls.
- Lifecycle and aftermarket services: whether they support repair, refurbishment, and redesign under RoHS when components go end‑of‑life.
- Obsolescence management: their ability to monitor component lifecycles, manage last‑time‑buys, and propose compliant alternates without undermining regulatory status.
Choosing a partner whose business model and customer base look like your future, not just your current project, gives your RoHS strategy a much more stable foundation.
Key Questions to Ask When Choosing a Lead-Free PCB Assembly Partner
When you get to supplier interviews and RFQs, having a focused question list keeps the conversation practical and reveals how mature a partner’s RoHS and lead-free program really is.
This section groups questions into process and controls, documentation and traceability, and long‑term support and risk management so you can build your own checklist.
Questions About Lead-Free Process and RoHS Controls
These questions help you verify that lead-free and RoHS are built into daily operations, not handled as a side project.
- How do you segregate leaded and lead-free production (lines, tools, solder pots, storage, labeling) to prevent cross‑contamination.
- Which lead-free alloys and RoHS finishes do you run most often, and what are your standard reflow and wave profiles for them.
- How do you ensure that new RoHS‑compliant parts are actually what gets placed on the product (incoming inspection, XRF, system controls on kitting and picking).
- How do you manage custom mechanical components and materials (fasteners, enclosures, cables) in your RoHS program.
Clear, confident answers here are a strong signal that RoHS and lead-free requirements are embedded in their process design.
Questions About Documentation and Traceability
Documentation and traceability are what allow you to prove compliance later and respond quickly if an issue is found.
- What RoHS documentation will you provide per assembly (declarations, CoCs, material declarations, any test reports).
- How do you implement traceability from finished assemblies back to component lots, PCB batches, and process parameters.
- How long do you retain RoHS‑related records and production data, and how quickly can you retrieve them if a regulator or customer asks.
- How do you support customer or third‑party audits focused on RoHS and REACH (audit packs, sample files, on‑site visits).
Partners that can show sample documentation and traceability reports, not just describe them, are usually more reliable.
Questions About Long-Term Support and Risk Management
RoHS risk management is an ongoing job as components become obsolete and regulations evolve.
These questions help you understand whether your partner can support you over the full product lifecycle.
- How do you manage component lifecycle and obsolescence for RoHS projects, and how do you propose compliant alternates when parts go end‑of‑life.
- What is your process if a non‑compliant component is discovered in finished boards or shipped products (containment, root‑cause analysis, communication, rework/recall strategy).
- How do you handle engineering changes that may affect RoHS status (process for change requests, re‑qualification, updated declarations).
- Which certifications and industry standards do you maintain that are relevant to my sector and RoHS (ISO, industry‑specific standards, RoHS programs).
By the time you have answers to these questions from a few candidates, the right RoHS‑capable, lead-free PCB assembly partner usually stands out clearly.
Conclusion
Choosing a lead-free PCB assembly partner for RoHS projects is ultimately about protecting three things at once: regulatory compliance, long‑term product reliability, and your brand’s reputation in the markets you care about.
RoHS regulations touch materials, components, processes, and documentation, so you need an EMS that treats lead-free and RoHS as standard practice rather than a special‑case option.
The most effective selection processes start with your own homework—clarifying product, volume, and reliability needs, understanding which regulations and customer expectations apply, and deciding how fully you will commit to lead-free across the product lifecycle.
From there, evaluating process capability, material and supply‑chain controls, documentation and traceability, and commercial fit, using a structured set of questions, makes the “right” RoHS partner stand out clearly from the rest.
If you treat your lead-free, RoHS‑capable EMS not just as a vendor but as an extension of your design, compliance, and lifecycle‑management teams, you will be in a much stronger position to keep products safe, compliant, and competitive over many years of shipments.