Table of Contents
Design teams and OEMs rarely have the luxury of treating RoHS as a “paperwork-only” requirement anymore.
Decisions about laminates, finishes, solder alloys, components, and even PCB layout can all influence whether a product truly meets RoHS-compliant PCB assembly standards—or ends up with costly redesigns and delays.
At the same time, RoHS is not just a single checkbox for lead-free solder.
It is a framework that restricts multiple substances, ties compliance to homogeneous materials, and pushes responsibility across the entire supply chain, from PCB fabricators and EMS providers to the OEM that places the product on the market.
This article focuses on the practical side of RoHS-compliant PCB assembly for designers and OEMs.
We will walk through key material and stack‑up requirements, component and BOM considerations, assembly process implications, and the documentation and traceability you should plan for if you want compliance to hold up under real‑world scrutiny.
What Does RoHS-Compliant PCB Assembly Actually Mean?
Overview of the RoHS Directive and Scope
RoHS (Restriction of Hazardous Substances) is a set of regulations that limit specific hazardous materials in electrical and electronic equipment, including printed circuit boards and assembled products.
Originally introduced in the European Union and now mirrored by many other regions, RoHS sets maximum concentration values for certain substances in each homogeneous material within a product, not just at the overall product level.
For PCB designers and OEMs, this means RoHS compliance touches many different items: copper-clad laminates, solder masks, surface finishes, solders, components, cables, and even certain coatings and adhesives.
If any one homogeneous part—for example, a connector housing, lead plating, or solder finish—exceeds the allowed limit for a restricted substance, the entire assembly is considered non‑compliant, regardless of how “green” the rest of the design might be.
RoHS-Restricted Substances and Limits
Classic RoHS regulations restrict a group of substances such as lead (Pb), mercury (Hg), cadmium (Cd), hexavalent chromium (Cr(VI)), and several brominated flame retardants like PBB and PBDE, with later updates adding certain phthalates used as plasticizers.
Most of these substances are limited to 0.1% by weight in each homogeneous material (0.01% for cadmium), which is why compliance discussions always come back to precise material declarations rather than broad marketing claims.
In the context of RoHS-compliant PCB assembly, lead content in solder, PCB finishes, and component terminations is often the most visible concern, but it is not the only one.
Flame retardants in laminates, pigments in plastics, and additives in adhesives or potting compounds may also fall within RoHS scope, which is why RoHS compliance has to be managed across the full bill of materials and not just at the soldering step.
Material and PCB Stack-Up Requirements
Laminates and Flame Retardants (FR-4 and Beyond)
From a RoHS perspective, PCB laminates are not just about Tg and mechanical strength; they are also potential carriers of restricted substances such as certain brominated flame retardants.
Modern RoHS-compliant PCB materials are typically based on FR‑4 or higher‑performance laminates that use approved flame retardant systems and are specifically qualified to meet both electrical and environmental requirements.
For designers and OEMs, the key is to work with PCB suppliers that can clearly identify which laminate families are RoHS-compliant and provide supporting documentation or declarations.
If your product targets demanding environments—high temperature, high voltage, or long lifetimes—you may also need higher Tg / Td materials that are both RoHS-compliant and robust enough for lead-free soldering profiles.
Surface Finishes for RoHS-Compliant PCBs
Surface finish choices can have a direct impact on both RoHS compliance and assembly behavior.
Traditional HASL with tin–lead solder is not RoHS-compliant, so most RoHS builds move to finishes like ENIG, ENEPIG, OSP, immersion tin, or immersion silver, all of which can be specified in RoHS-compliant variants.
Each of these finishes has its own trade‑offs in terms of solderability, shelf life, cost, and suitability for fine‑pitch or high‑reliability applications.
For example, ENIG is popular for mixed-technology and fine‑pitch SMT due to its flatness and stable solderability, while OSP can be a cost‑effective option for simpler designs if storage and assembly windows are well‑controlled.
When specifying finishes, designers should confirm with the PCB fabricator that the chosen process—and any associated chemistries—are RoHS-compliant, and should avoid mixing RoHS and non‑RoHS finishes within the same product set.
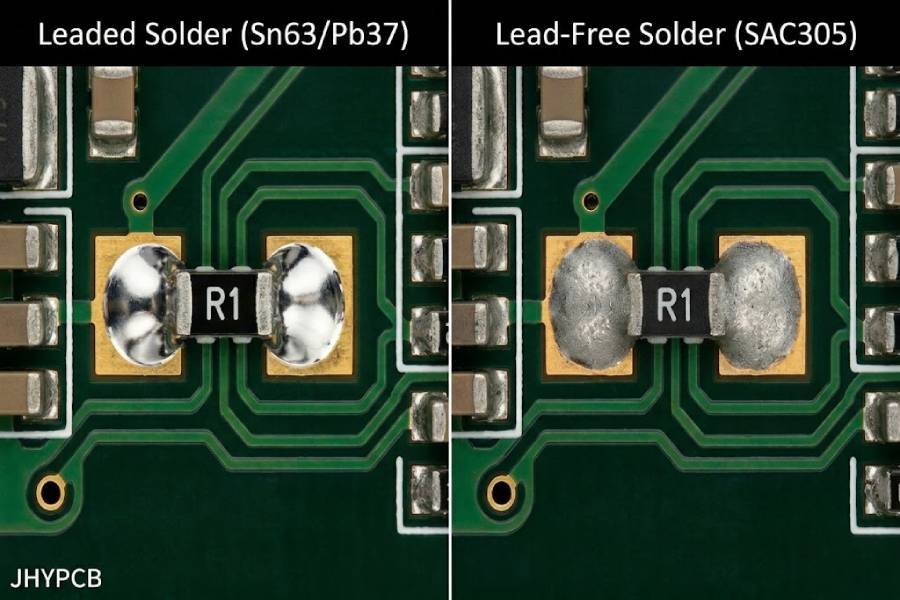
Solder Materials and Lead-Free Alloys
In RoHS-compliant PCB assembly, switching from leaded to lead-free solder is a central requirement rather than an optional optimization.
Most RoHS builds use lead-free solder alloys based on tin with additions of silver and copper (such as SAC305), which eliminate intentionally added lead and comply with RoHS substance limits when sourced from reputable suppliers.
These alloys bring their own process implications: higher melting points, different wetting characteristics, and potential changes in joint appearance and reliability behavior.
For designers and OEMs, the practical takeaway is that RoHS-compliant PCB assembly usually goes hand in hand with lead-free soldering profiles, so material choices, thermal design, and reliability expectations should all be reviewed with lead-free conditions in mind.
Component and BOM Compliance
Verifying RoHS-Compliant Components and Connectors
RoHS-compliant PCB assembly depends heavily on the components you choose, not just on the PCB and solder.
Connectors, ICs, passives, cables, and even mechanical parts like switches and headers can all contain restricted substances in platings, plastics, or internal terminations if they are not specified as RoHS-compliant.
For designers and OEMs, that means every approved component on the BOM should have a clear RoHS status supported by documentation—typically a manufacturer’s declaration, certificate of compliance, or material data sheet.
Pay extra attention to older or long‑lifecycle parts, high‑power connectors, and specialized components, because these are more likely to have legacy, non‑RoHS variants still in circulation.
Managing Mixed or Legacy BOMs
Many real projects are not “clean‑sheet” RoHS designs; they evolve from legacy products that originally used leaded processes or non‑RoHS parts.
In these cases, simply asking the factory to build the board as RoHS-compliant is not enough—any non‑compliant part in the BOM will still keep the finished assembly from meeting RoHS requirements.
A practical approach is to classify components into clearly RoHS-compliant, clearly non‑compliant, and “unknown” status groups, then work with suppliers to replace or re‑qualify anything that is non‑compliant or unclear.
Documenting these decisions in the BOM and design files helps prevent accidental reintroduction of non‑RoHS parts during future revisions or cost‑down exercises.
Working with Suppliers and EMS Partners
RoHS-compliant PCB assembly always spans multiple organizations: material vendors, component distributors, PCB fabricators, EMS providers, and the OEM itself.
Rather than treating RoHS as a last‑minute checkbox, it works better to make compliance part of your supplier selection, RFQ process, and ongoing quality reviews from the beginning.
Good EMS and PCB partners can help verify RoHS status for common materials, flag non‑compliant parts during DFM or BOM reviews, and provide consolidated documentation to support your own declarations.
For OEMs, establishing clear expectations around RoHS, including which documents are required and how exceptions will be handled, reduces friction later when customers or regulators ask for proof of compliance.
Assembly Process Considerations for RoHS Compliance
Higher-Temperature Soldering Profiles and PCB Design Impact
RoHS-compliant PCB assembly almost always goes hand in hand with lead-free soldering profiles, which run hotter than traditional tin–lead processes.
Higher peak reflow and wave solder temperatures raise the thermal stress on PCB laminates, copper features, vias, and component packages, which can increase the risk of warpage, delamination, and other damage if materials and layouts are not chosen carefully.
From a design perspective, this means Tg, Td, CTE, copper balance, and local copper density all matter more once you move to RoHS-compliant, lead-free assembly.
Thermal reliefs, plane splits, and high‑mass areas should be reviewed with your EMS provider to ensure that critical joints can reach proper soldering temperatures without overstressing temperature‑sensitive components.
RoHS-Compliant Surface Finishes and Solderability
Surface finish behavior under lead-free profiles is another practical consideration in RoHS-compliant PCB assembly.
Finishes such as ENIG, ENEPIG, OSP, immersion silver, and immersion tin all respond differently to storage conditions, handling, and higher reflow temperatures, which affects wetting, joint appearance, and long‑term reliability.
For example, ENIG is often preferred for complex SMT designs because it combines flatness with stable solderability, while OSP can work well for simpler boards if the assembly window is tightly controlled and the boards are not stored for extended periods.
When you specify finishes for RoHS-compliant builds, it is worth confirming not only that the chemistry is RoHS-approved, but also that your assembly partner is comfortable with that finish in their lead-free process window.
Testing and Inspection in RoHS-Compliant Assembly
RoHS requirements do not change the fundamental need for good electrical and functional testing, but they do raise the stakes for process monitoring and documentation.
AOI, ICT, flying‑probe testing, and functional tests help ensure that lead-free solder joints actually perform as expected, even when their visual appearance differs from traditional tin–lead joints.
In some cases—especially for safety‑critical or highly regulated products—OEMs may also rely on selective analytical testing, such as XRF screening or third‑party RoHS lab reports on representative materials, to back up supplier declarations.
Combining solid in‑process inspection with appropriate compliance testing gives designers and OEMs a stronger basis for their own RoHS declarations and reduces the likelihood of unpleasant surprises later in the product lifecycle.
Documentation, Traceability, and Legal Responsibilities
Compliance Documentation for Designers and OEMs
In RoHS-compliant PCB assembly, documentation is not just bureaucracy—it is the evidence that your design and supply chain actually meet regulatory requirements.
Designers and OEMs typically need to maintain records such as bills of materials with RoHS status, supplier declarations or certificates of compliance, and internal summaries that support their final Declaration of Conformity for the finished product.
Clear documentation makes it easier to show auditors, customers, or internal quality teams how each material and component was evaluated, which standards were applied, and what versions of the design and BOM were in effect at a given time.
Without this paper trail, it becomes much harder to defend RoHS compliance if questions arise later, even if the actual hardware would pass a lab test.
Traceability Across Materials, Components, and Processes
Traceability ties RoHS documentation to real production lots.
For PCB assemblies, that often means being able to connect a finished unit or serial number back to specific PCB lots, solder paste batches, component date codes, and processes used on a particular production run.
Good EMS and PCB partners can support this with lot coding, traveler records, and process logs that record which materials and profiles were used for each job.
For OEMs, having access to this information is valuable not only for RoHS audits but also for managing field returns, reliability investigations, and any future design changes that might impact compliance.
Practical Checklists for RoHS-Compliant PCB Assembly
Because RoHS touches so many aspects of PCB design and manufacturing, many teams find it helpful to use simple checklists to avoid missing key items.
A practical RoHS checklist might include verifying that chosen laminates and finishes are RoHS-compliant, confirming lead-free solder alloys and profiles, checking component RoHS status and documentation, and defining what records must be kept for each project.
On the OEM side, it is also useful to decide who is responsible for each part of the compliance picture—for example, which documents will come from suppliers, which will be generated internally, and how long everything will be retained.
Treating RoHS as a structured, documented process rather than a one‑time task helps designers and OEMs maintain compliance over multiple product generations and supplier changes.
Working with a RoHS-Compliant PCB Assembly Partner
Questions to Ask Your EMS or Assembly Provider
Even with a well‑designed RoHS-compliant PCB, your overall compliance depends heavily on how your EMS or assembly partner runs their processes and manages materials.
When evaluating a provider, it is worth asking specific questions about how they control lead-free soldering profiles, manage RoHS-approved laminates and finishes, and verify the RoHS status of consumables such as solder, fluxes, and coatings.
You should also ask how they handle documentation and traceability: which RoHS declarations they expect from their own suppliers, what records they maintain for each job, and how they support customers during audits or customer compliance reviews.
Clear, detailed answers here are usually a better indicator of maturity than generic statements like “we build RoHS boards,” especially when long product lifetimes or safety‑critical applications are involved.
Benefits of Choosing an Experienced RoHS-Compliant Manufacturer
Working with an experienced RoHS-compliant PCB assembly partner can significantly reduce the learning curve and risk for both designers and OEMs.
A seasoned manufacturer will already have qualified materials, proven lead-free profiles, inspection strategies, and document templates in place, which shortens time to market and lowers the chance of last‑minute surprises.
Such partners can also provide early feedback on stack‑ups, finishes, and BOM choices that may cause problems under RoHS or lead-free conditions, allowing you to adjust the design before it becomes expensive to change.
For OEMs that operate in multiple regions or highly regulated industries, this combination of technical capability and compliance support often matters just as much as price when selecting a PCB assembly supplier.
Conclusion
RoHS-compliant PCB assembly is not just a label on a datasheet; it is the result of consistent choices across materials, components, processes, and documentation.
Designers and OEMs who understand how RoHS affects laminates, surface finishes, lead-free soldering, and BOM management are better equipped to avoid late-stage redesigns and compliance risks.
By treating RoHS as a design and supply-chain consideration from the beginning—rather than a final checkbox—you can build products that meet regulatory requirements while still hitting your cost, reliability, and time‑to‑market targets.
Working closely with an experienced RoHS-compliant PCB assembly partner helps translate those design decisions into stable production, backed by the traceability and documentation that modern audits and customers expect.