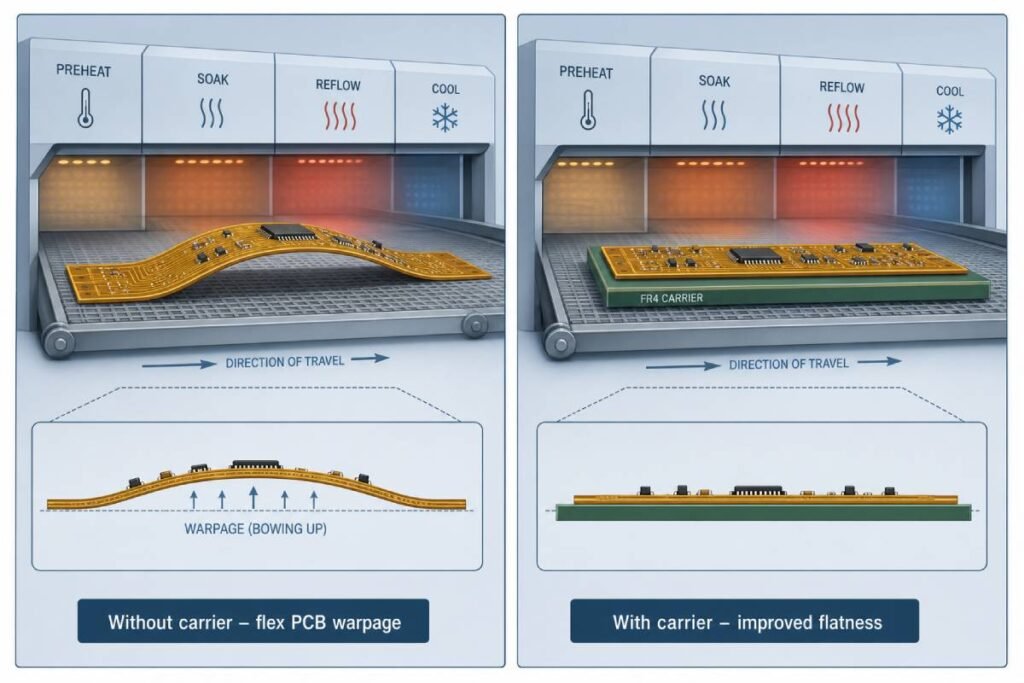
Compared with rigid FR4 panels, solder paste printing on flexible PCBs is fundamentally more unstable because the substrate does not stay perfectly flat during clamping and printing. Even a small amount of flex or sagging changes the contact condition between stencil and board, which directly affects paste transfer efficiency and volume consistency, especially for fine‑pitch ICs and dense connector areas. As a result, many classic SMT defects on flex—bridging, insufficient solder, smeared deposits, and misalignment—can often be traced back to the printing stage rather than to placement or reflow alone.
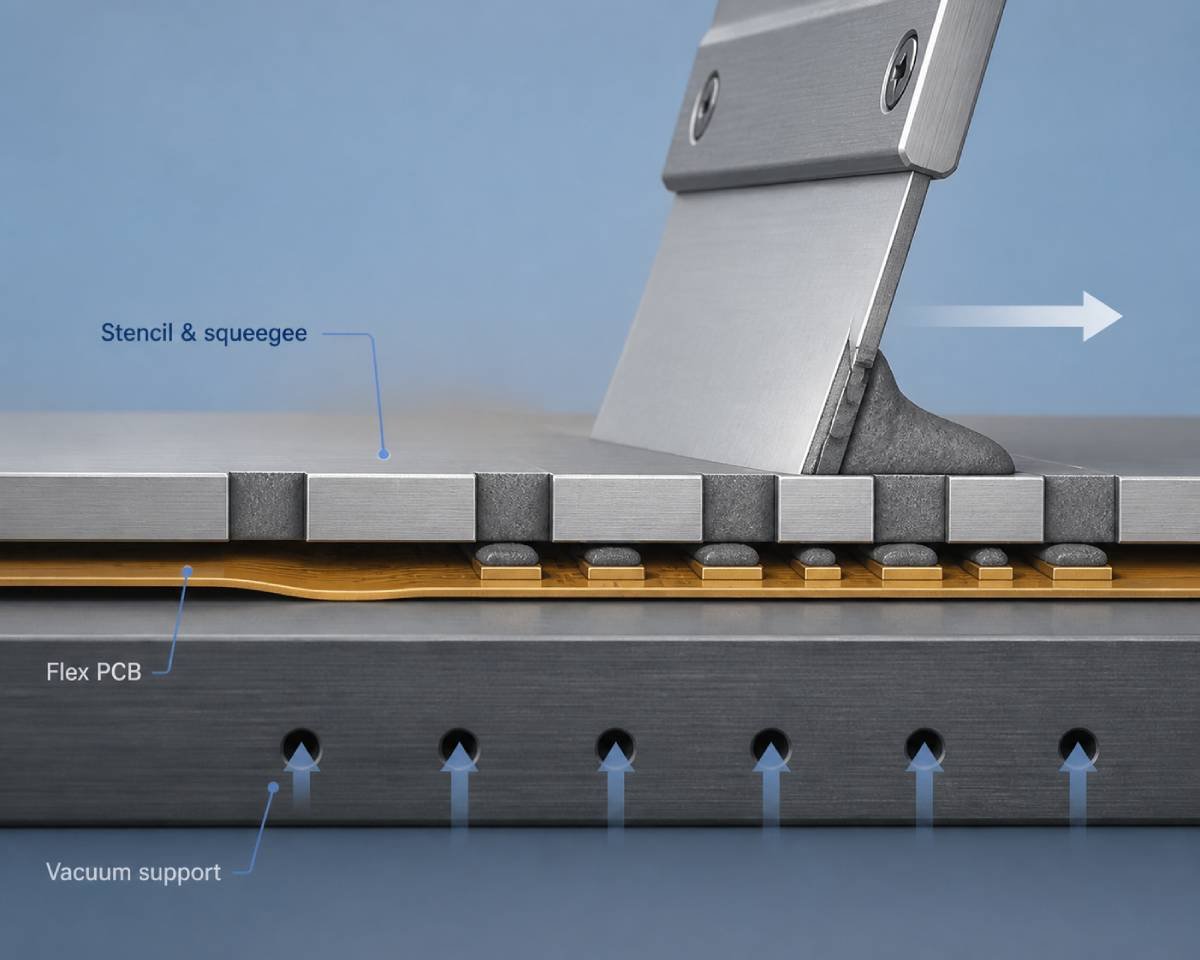
From a process engineer’s standpoint, the first priority is mechanical stabilization of the flex during printing. Ideally, the FPC should be fully supported from the bottom with a dedicated support plate, vacuum tooling, or a carrier that brings the assembly close to a rigid‑board behavior in the Z‑direction. Vacuum support fixtures or vacuum print support plates create a uniform backing under the entire image area so that the stencil can gasket properly against the copper pads, reducing local gaps that would otherwise cause uneven paste thickness and slumping. For thinner flex or mixed‑density designs, magnetic or pin‑based carriers can also be used, but process engineers must verify that there are no unsupported “islands” under critical components where the board can flex during squeegee travel.
Stencil and aperture design become the next key control dimension once the board is mechanically stable. For fine‑pitch packages around 0.5 mm and below, thinner stencils and carefully reduced aperture sizes help keep the area ratio within a good transfer window and reduce bridging risk. Step‑down regions or step stencils are often needed when large power pads or connectors coexist with small IC pads on the same flex, allowing reduced thickness in fine‑pitch zones while still delivering enough volume to large pads. Standard guidelines such as moderate aperture reduction, rounded corners, and segmented openings for large thermal pads are still valid on flex, but process engineers should pay extra attention to paste release in apertures located over any region that could still exhibit slight bowing.
Printing parameters also need tighter control than on rigid boards. Excessive squeegee pressure may seem to improve gasketing, but on a flexible panel it can actually deform the substrate, causing smear and variable deposit heights across the stroke. Instead, process engineers should tune squeegee speed, pressure, and separation speed together, aiming for just enough force to ensure full aperture filling and clean wipe without visibly bending the panel. Consistent stencil cleaning intervals and the use of solder paste grades suitable for fine‑feature printing further reduce variability, especially when area ratios are pushed toward the lower acceptable limit.
Finally, it is important to close the loop between design and process. Adding robust fiducials and precise tooling holes on the flex allows the stencil printer’s vision system and mechanical clamping to work reliably, even when the panel outline is complex. When process engineers observe systematic paste‑related defects confined to certain zones on the flex, this feedback should be translated into concrete DFM recommendations: adjusting pad sizes, redistributing dense fine‑pitch components away from bend lines, or modifying stiffener layout to provide better support under the most critical printing areas. With this collaborative approach, many seemingly “random” soldering issues on flexible PCBs can be eliminated already at the paste printing stage rather than being treated later as reflow or inspection problems.
For a broader overview of stencil types and solder paste selection in SMT, see our SMT stencil and solder paste printing guide.