Aluminum stiffeners offer a combination of benefits that makes them difficult to replace in many flex PCB designs. The following four advantages explain why aluminum remains the most popular metal stiffener material.
1. Exceptional Thermal Conductivity for Heat Dissipation
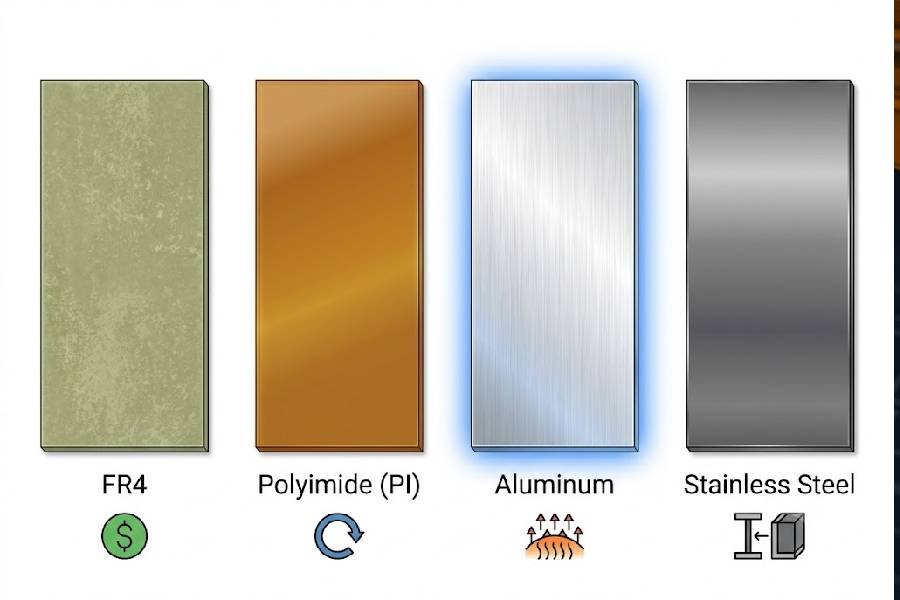
This is the defining advantage of aluminum stiffeners. At approximately 200–205 W/m·K, aluminum conducts heat roughly 680 times more efficiently than FR4. When placed behind a heat-generating component such as a power LED, MOSFET, or driver IC, the aluminum stiffener acts as an integrated heat spreader — drawing heat away from the component pad area and distributing it laterally across the stiffener surface, where it can dissipate into the surrounding air or device enclosure.
This thermal management function is so valuable that in some automotive LED FPC designs, the aluminum stiffener covers nearly the entire board surface, effectively turning the flexible circuit into a self-contained thermal management system.
2. Lightweight — 30% Lighter Than Stainless Steel
With a density of 2.68 g/cm³, aluminum is significantly lighter than stainless steel (7.9 g/cm³) while delivering comparable mechanical rigidity at reasonable thicknesses. This weight advantage is critical in portable and wearable electronics, where every gram counts. For projects with weight constraints — such as handheld medical devices, drone-mounted sensors, or head-worn displays — aluminum stiffeners deliver the mechanical support needed without the mass penalty of stainless steel.
3. Excellent 3D Formability and Customization
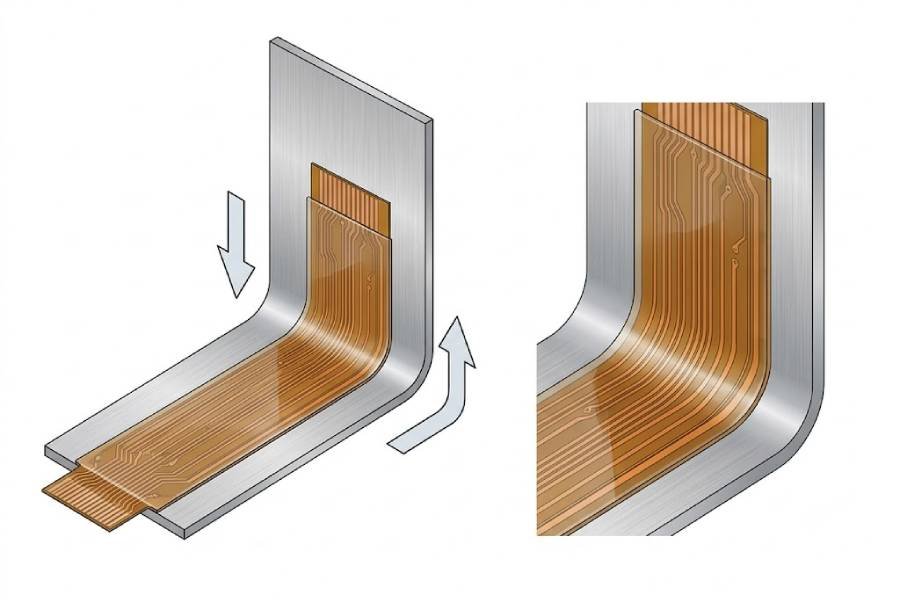
Aluminum is highly ductile and can be stamped, bent, and formed into complex three-dimensional shapes without cracking or losing structural integrity. This enables a wide range of manufacturing and assembly possibilities:
- Post-stiffener forming: The FPC with attached stiffener can be bent to a specific angle or radius to fit within a device housing
- Integration as part of the enclosure: The stiffener itself can become a structural component, reducing the need for separate mechanical brackets or housings
- Custom hole patterns and contours: Stiffeners can be die-cut with precision openings for connectors, fasteners, or other mechanical features
4. Favorable Cost Structure for Medium to High Volumes
Aluminum stiffeners cost more than FR4 or polyimide stiffeners —typically 3 to 5 times higher per unit — but they remain significantly more affordable than stainless steel alternatives. For design teams weighing heat dissipation requirements against budget constraints, aluminum offers the most practical thermal management solution in the metal stiffener category. In high-volume production runs, the per-unit cost premium becomes negligible compared to the reliability gains from improved thermal performance.
Aluminum stiffeners are most frequently chosen in applications where heat dissipation is a primary concern. Below are the most common use cases.
Automotive LED Lighting
In automotive headlamp and taillight modules, high-power LED arrays generate significant heat within a confined space. Aluminum stiffeners placed behind the LED zone act as integrated heat spreaders, drawing heat away from individual LED packages and distributing it across a larger surface area. The stiffener also provides mechanical support against vibration and thermal cycling — both critical requirements in automotive applications.
Power Electronics and Motor Drive FPCs
Flex circuits used in motor drive modules, power converters, and battery management systems often carry power MOSFETs and driver ICs that generate substantial heat. An aluminum stiffener positioned behind the power component area helps maintain junction temperatures within safe limits while providing the necessary rigidity for reliable solder joint integrity.
High-Power LED Strip and Display Applications
Flexible LED strips for architectural lighting, display backlighting, and signage commonly use aluminum stiffeners to manage heat build-up along the strip. The aluminum base both dissipates heat and provides the flat, rigid surface needed for precision LED placement during automated assembly.
Portable Medical and Consumer Electronics
In handheld medical devices, portable monitors, and wearable health sensors, aluminum stiffeners provide localized reinforcement around connector and component areas while keeping overall device weight within acceptable limits. The combination of light weight and thermal performance makes aluminum particularly attractive in battery-powered devices where heat buildup can affect both component reliability and battery life.
Stainless steel stiffeners are selected not for thermal performance but for their mechanical and environmental characteristics. The following advantages explain why engineers choose stainless steel over both aluminum and traditional dielectric materials.
1. Extremely High Rigidity and Tensile Strength
With tensile strength ranging from 520 to 860 MPa, stainless steel delivers roughly double the tensile strength of aluminum and significantly exceeds FR4. The modulus of elasticity for stainless steel (~193 GPa) also contributes to superior stiffness per unit thickness — meaning a 0.1mm stainless steel stiffener can provide rigidity comparable to a 0.3–0.4mm FR4 stiffener. This makes stainless steel the go-to choice when a designer needs maximum mechanical reinforcement in the absolute minimum stackup height.
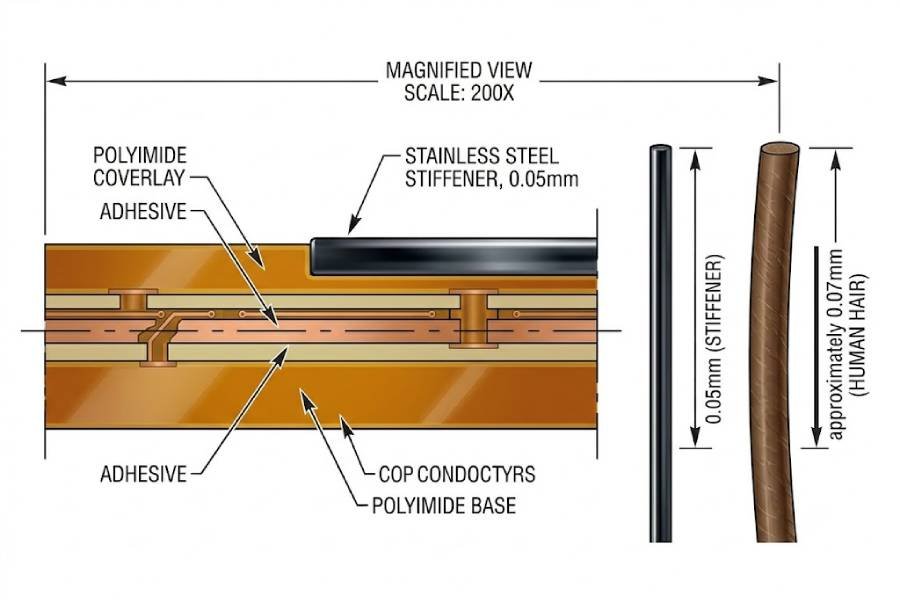
2. Ultra-Thin Profile — Down to 0.05mm
The ability to be manufactured and handled at 0.05mm thickness sets stainless steel apart from all other stiffener materials. At this thickness, the stiffener adds negligible height to the overall stackup — a critical advantage in ultra-slim portable electronics, implantable medical devices, and other applications where every 0.1mm of vertical space is at a premium.
3. Superior Corrosion and Environmental Resistance
Stainless steel — particularly the 304 and 316 grades — offers outstanding resistance to corrosion, oxidation, and chemical exposure:
- Moisture resistance: Unlike FR4, which can absorb moisture and swell, stainless steel remains dimensionally stable in humid environments
- Salt spray resistance: 304 grade stainless steel typically passes 72–100+ hours of salt spray testing; 316 grade exceeds 200+ hours
- Chemical stability: Resistant to most industrial chemicals, including acids and solvents
- Temperature stability: Maintains mechanical properties across a wide temperature range (from below -50°C to well above 400°C)
This environmental resilience makes stainless steel stiffeners ideal for applications in harsh or uncontrolled environments — industrial equipment, outdoor infrastructure, oil and gas sensors, and marine electronics.
4. Effective EMI and RFI Shielding
The electrical conductivity of stainless steel enables it to serve as a passive electromagnetic shielding layer when properly grounded. While not as effective as copper or aluminum for EMI shielding on a per-thickness basis, stainless steel stiffeners still provide measurable shielding benefit — particularly in the low to mid-frequency range. This dual function (mechanical reinforcement + EMI shielding) can eliminate the need for a separate shielding layer in some designs, reducing overall complexity and cost.
5. Excellent Vibration and Shock Resistance
Stainless steel’s high yield strength and fatigue resistance make it particularly well-suited for applications subject to repeated mechanical shock or vibration. In automotive, aerospace, and industrial equipment markets, where FPCs experience years of vibration cycling, a stainless steel stiffener helps prevent solder joint fatigue failure and maintains connector alignment integrity.
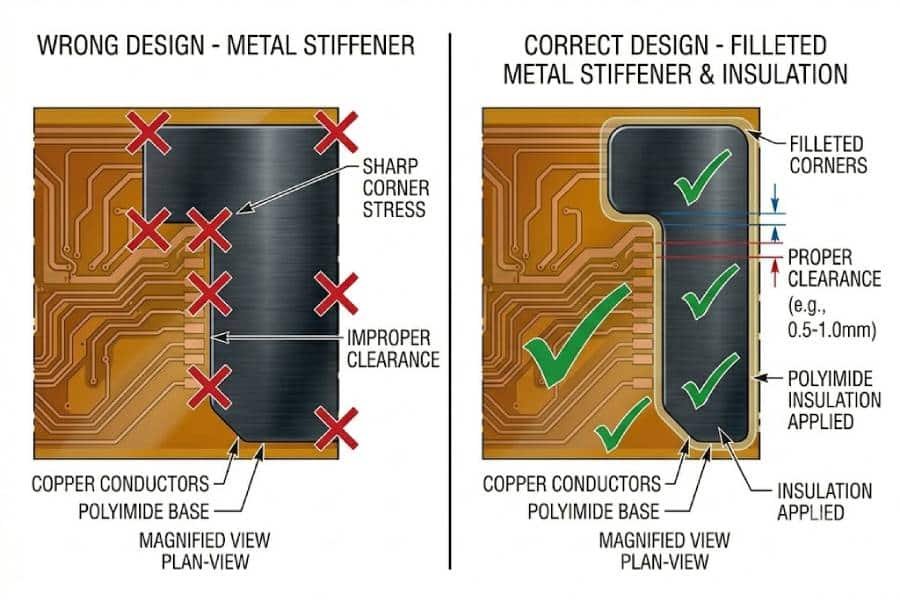
The most critical and non-negotiable design requirement for any metal stiffener is electrical isolation. Both aluminum and stainless steel are electrically conductive. Any direct contact between the stiffener and exposed copper circuitry — whether traces, pads, or vias — will cause an electrical short. This is a fundamental constraint that shapes every aspect of a metal stiffener design.
Why Isolation Matters
Unlike FR4 or polyimide stiffeners, which are inherently insulating, a metal stiffener becomes part of the electrical system the moment it touches copper. In high-density FPC layouts, even a small registration error during stiffener placement can allow a burr or edge to bridge two adjacent conductors. A micro-short between a power rail and signal trace can cause intermittent failures that are extremely difficult to diagnose in the field.
How to Design for Proper Isolation
- Insulating adhesive layer: Always use an electrically insulating adhesive between the metal stiffener and the FPC. Typical options include polyimide film-backed PSA or thermally cured dielectric adhesives. The adhesive must completely cover the stiffener-to-FPC interface with no gaps or pinholes.
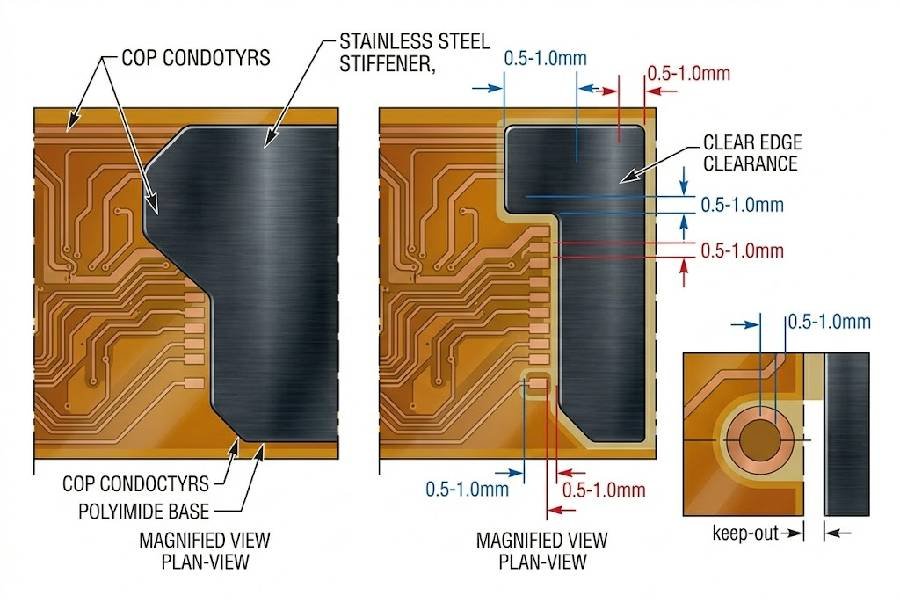
- Edge clearance rules: Maintain a minimum clearance of 0.5–1.0mm between the stiffener edge and any exposed copper feature (pads, traces, vias, or solder mask openings). For high-density designs with fine-pitch components, increase this clearance to 1.0–1.5mm to account for placement tolerance.
- Burr and edge control: Specify deburred or rounded stiffener edges in your fabrication requirements. Sharp stamped edges can cut through the insulating adhesive layer over time, creating latent shorts. Many manufacturers offer radius-edged stiffeners or chamfered edges at minimal additional cost.
- Via and pad protection: Do not allow metal stiffeners to overlap with vias or open pads. If the stiffener zone must extend near via areas, ensure the vias are fully covered by solder mask and the stiffener edge remains outside the solder mask opening by at least the minimum clearance distance.