Table of Contents
Flex PCB stiffeners are used to add rigidity in specific areas, especially where connectors, components, or assembly processes require extra support. The two most common bonding methods are PSA and thermal bonding, and each one affects process flow, reliability, and production cost in different ways.
In this article, we will compare PSA vs thermal bonding for flex PCB stiffeners from a manufacturing and design perspective, so you can choose the right method for your application.
What Is PSA Bonding?
PSA bonding uses a pressure-sensitive adhesive layer to attach the stiffener to the flex PCB without requiring high heat during the bonding step. In practice, the adhesive is typically a tape-like material that bonds when pressure is applied to a clean, dry surface, making the process relatively simple and fast. For a more general look at stiffener functions and applications, see Flexible PCB Stiffeners Guide: Benefits & Uses
For flex PCB stiffeners, PSA is often chosen when manufacturers want a lower-temperature attachment method, easier handling, or a more straightforward production flow. It can be used with different stiffener materials, including PI, FR4, stainless steel, and aluminum, depending on the design requirements.
One of the main advantages of PSA is manufacturing convenience: it can reduce assembly time and simplify placement compared with heat-and-pressure lamination. However, the final choice still depends on the application environment, since PSA may not be the best option for every high-temperature or high-stress design.
What Is Thermal Bonding?
Thermal bonding uses heat and pressure to attach the stiffener to the flex PCB, typically with a thermally set adhesive film. During the lamination process, the adhesive is cured under controlled temperature and pressure, creating a strong and permanent bond.
This method is commonly preferred when the design requires higher bond strength, better stability, and stronger resistance to thermal or mechanical stress. Because the bond is formed during a press cycle, thermal bonding is often considered the more robust option for demanding flex PCB applications.
Compared with PSA, thermal bonding usually requires more process control and equipment support, but it is often the better choice when long-term reliability matters more than assembly convenience.
PSA vs Thermal Bonding: Process Comparison
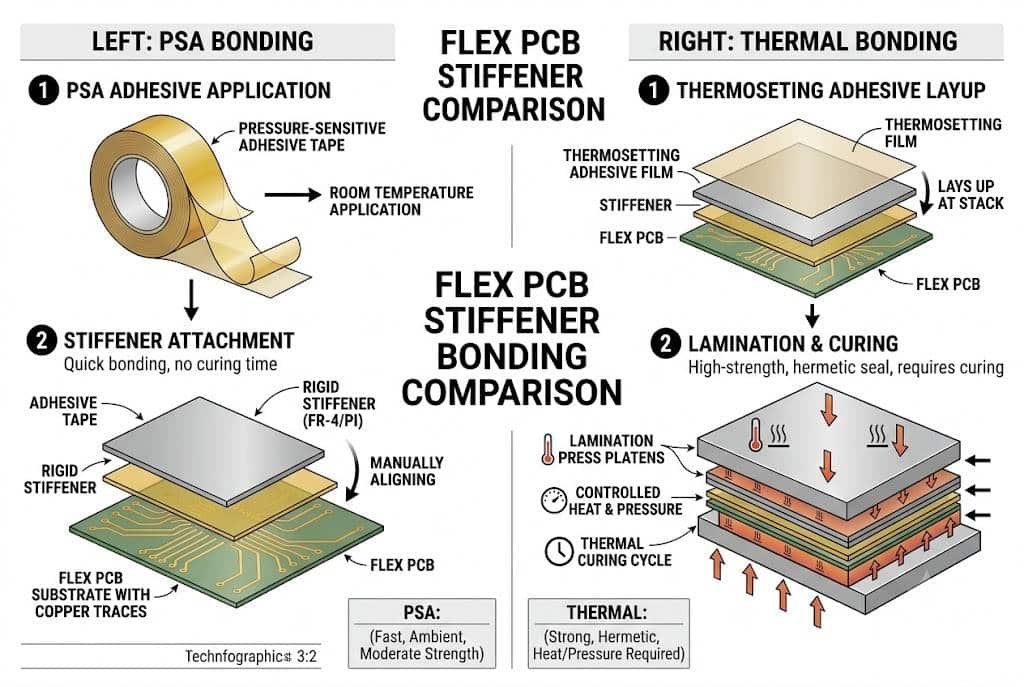
PSA bonding is generally the simpler process. The stiffener is attached using a pressure-sensitive adhesive layer, so the bonding step can be faster and does not require the same heat-and-pressure lamination cycle used in thermal bonding.
Thermal bonding is more involved. It typically uses a thermally set adhesive film, and the flex assembly must go through a lamination press to cure the adhesive under controlled heat and pressure, which adds an extra processing step.
In practical terms, PSA is often chosen for speed and convenience, while thermal bonding is chosen for stronger, more permanent attachment. The better option depends on whether your project prioritizes simpler manufacturing or higher bonding robustness.
Performance Comparison
- If you want to compare how different stiffener materials affect thermal and mechanical performance, see FR4 Stiffener vs Polyimide Stiffener: Which One Is Better for Flexible PCB?.
- For metal stiffener applications, Aluminum vs Stainless Steel Stiffeners for Flex PCB: Thermal Management & Mechanical Strength explains how material choice influences strength and heat handling.
Cost and Manufacturing Impact
From a manufacturing cost perspective, PSA is often slightly less expensive than thermal bonding because it avoids the extra heat-and-pressure lamination step. It can also reduce assembly time and simplify the bonding process, which makes it attractive for cost-sensitive or higher-efficiency production needs.
Thermal bonding usually adds more process complexity. The adhesive film often needs to be pre-cut to the stiffener shape, and the flex PCB must go back through a lamination press, which can increase labor, cycle time, and lead time.
In addition, designs that require stiffeners on both sides or multiple lamination cycles tend to increase fabrication cost further. For that reason, thermal bonding is often selected when stronger long-term performance justifies the extra manufacturing effort.
For a broader look at how stiffener choices affect overall project cost, see How PCB Stiffeners Impact Flex PCB Cost: A Designer’s Pricing Guide.
Best Use Cases
How to Choose the Right Method
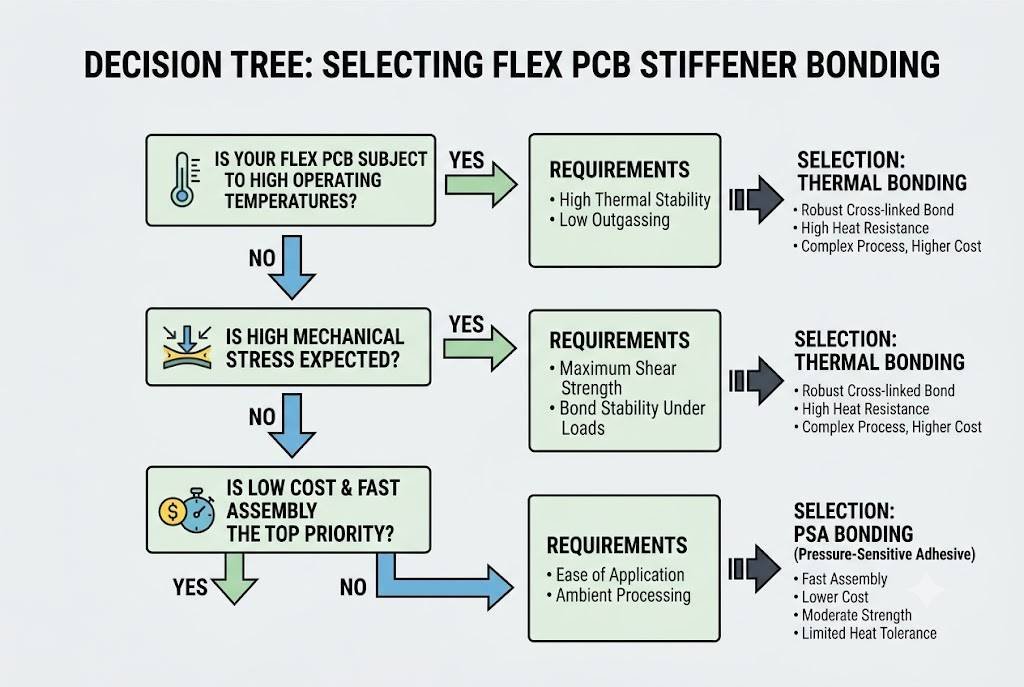
The right bonding method depends on your application’s thermal exposure, mechanical stress, material compatibility, and manufacturing priorities. In general, thermal bonding is the better choice for high-reliability designs, while PSA is more suitable when simpler processing and lower cost are the main goals.
Start by checking the function of the stiffened area. If the stiffener is supporting a connector end, an SMT zone, or another area that must stay flat and stable over time, thermal bonding is usually the safer choice.
Then consider assembly and operating conditions. If the design will face higher temperatures, repeated handling, or long-term mechanical loading, a thermally bonded stiffener usually offers better long-term security; if the environment is less demanding and production flexibility matters more, PSA may be sufficient.
It is also important to review thickness targets, placement location, and documentation clarity before finalizing the process. For example, connector areas often depend on the final reinforced thickness, and poor stiffener planning can create fit or stress problems even if the bonding method itself is correct.
If you need a broader selection guide, How to Choose the Right Stiffener for Flexible PCB Applications walks through the main decision factors in more detail.
Design Tips for Engineers
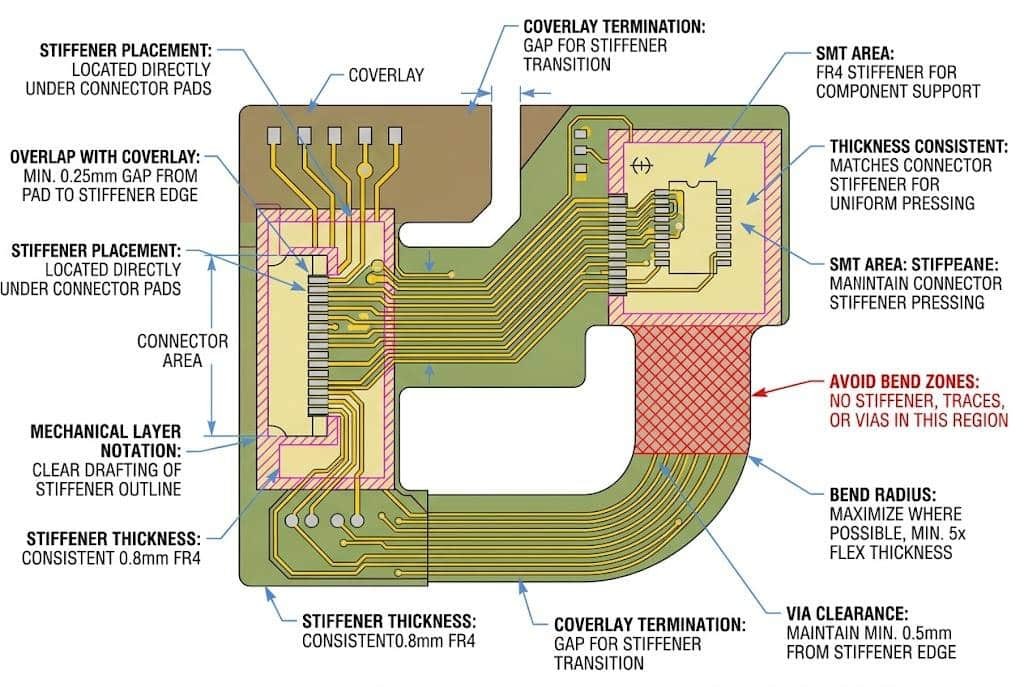
First, place the stiffener where the design actually needs support, such as connector ends, SMT areas, or locations that must stay flat during assembly. Stiffeners should reduce mechanical stress, not create new stress points, so the outline and placement should be planned together with the flex layout.
Second, keep the stiffener and coverlay termination points overlapping by at least 0.030 inch to help avoid stress concentration. It is also a good idea to keep stiffener thickness consistent across the design whenever possible, since that can reduce processing complexity and fabrication time.
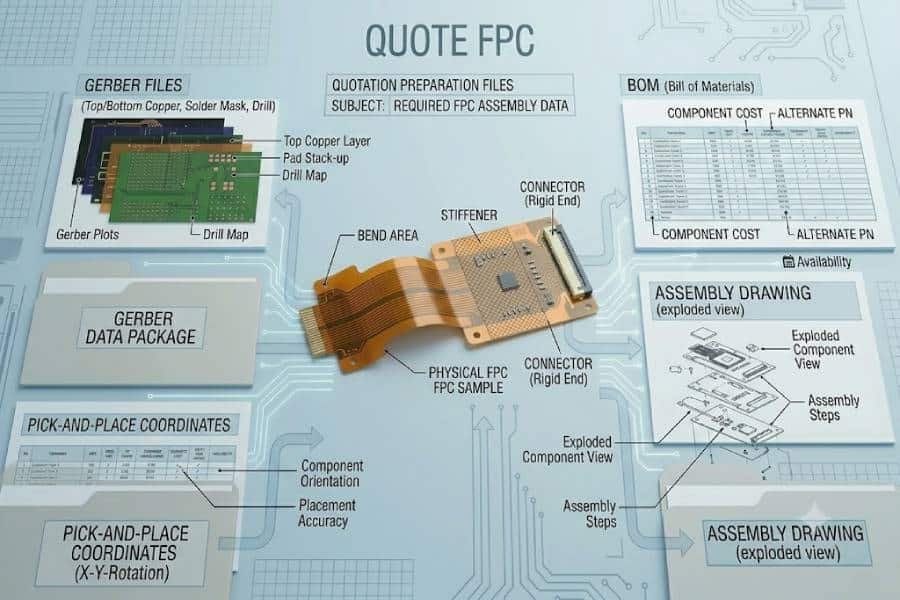
Third, pay attention to documentation. The stiffener outline is usually defined on a mechanical layer or in fabrication notes, and the drawing should clearly state the material, thickness, and attachment method so the fabricator can process it correctly.
Fourth, match the stiffener design to the assembly requirements. For SMT or connector-support areas, make sure the reinforced section provides enough flatness and mechanical stability, and avoid letting the stiffener interfere with solder paste printing, component placement, or connector fit.
Practical reminders
- Keep components out of bend zones.
- Use the stiffener only where extra rigidity is needed.
- Specify the attachment method clearly in the fabrication notes.
- Confirm thickness, outline, and placement early with the manufacturer.
For SMT-specific reinforcement details, see Design Guidelines for FR4 Stiffeners in Flex PCB SMT Areas: Best Practices & Key Considerations.
When thickness is a key concern, Flexible PCB Stiffener Thickness: How to Choose the Right Size for Your Design provides a practical sizing guide.
For connector-end reinforcement, Flex PCB FR4 Stiffener: Applications, Thickness, and Design Tips offers more application-specific guidance.
Conclusion
PSA and thermal bonding both have a place in flex PCB stiffener design, but they solve different problems. PSA is usually the better choice when the priority is simpler processing, lower cost, and easier assembly, while thermal bonding is better when the application demands stronger long-term adhesion and higher reliability.
In most projects, the decision comes down to operating temperature, mechanical stress, and how critical the stiffened area is to the final product. If the stiffener supports a connector, SMT area, or other high-stress location, thermal bonding is often the safer option; if the design is less demanding, PSA may be fully sufficient.
The key is not to choose the “strongest” method by default, but the method that best matches the design, assembly flow, and end-use environment.
FAQ
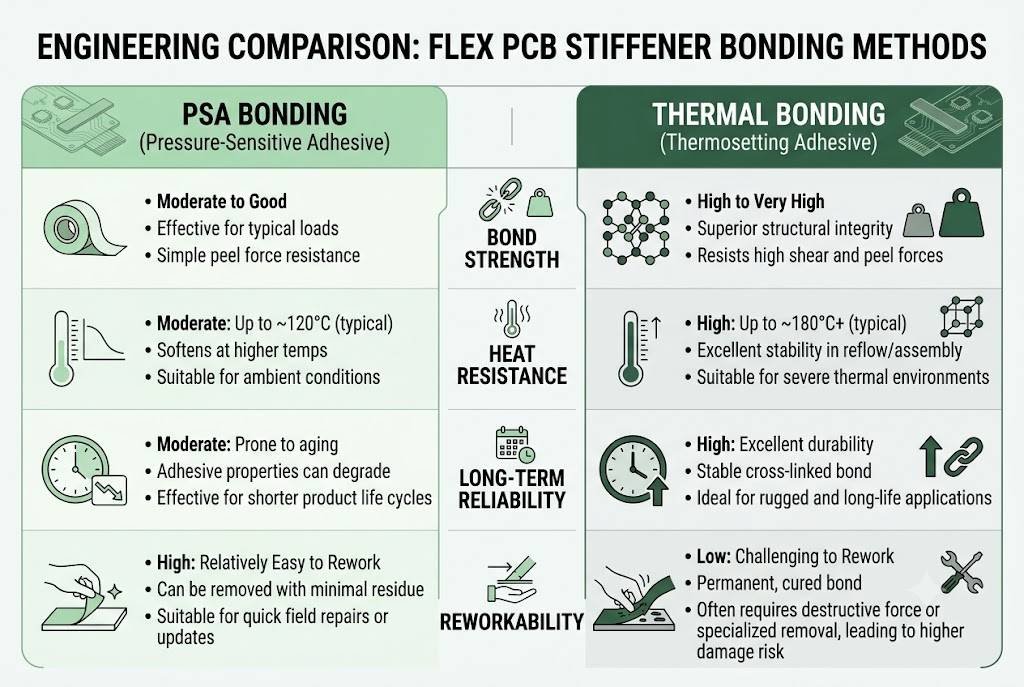
PSA uses pressure-sensitive adhesive and is usually simpler to process, while thermal bonding uses heat and pressure to cure a thermosetting adhesive film. In general, PSA is easier to assemble, and thermal bonding offers a more permanent bond.
Thermal bonding is usually the better choice for high-temperature or high-reliability designs because it creates a stronger and more stable bond. PSA may be suitable for less demanding applications, but its performance depends more on the adhesive formulation.
Yes, PSA can be used in some connector or SMT support areas, but the design must be checked carefully. For high-stress or high-precision locations, thermal bonding is often preferred because it provides stronger long-term stability.
Not always. Thermal bonding is stronger, but it also adds process complexity, time, and cost, so PSA can be a better fit when the application is less demanding and manufacturing efficiency matters more.
Start with the operating temperature, mechanical stress, assembly requirements, and target cost. If the stiffened area must stay flat and stable under harsher conditions, thermal bonding is usually safer; if the priority is simple processing, PSA may be enough.
Yes. PSA is often faster and slightly lower cost because it avoids the extra lamination step, while thermal bonding usually adds more processing time and fabrication complexity.